E-mail : tr@chinawpcmould.comE-mail : tr@chinawpcmould.com
E-mail : tr@chinawpcmould.comE-mail : tr@chinawpcmould.com
随着塑料异型材行业的迅速发展与规范,市场竞争日趋激烈,迫使型材生产厂想尽一切办法降低生产成本、提高产品质量,增强产品的市场竞争力:如选择购买高速挤出模具,提高单位时间的产量;选用更合理的配方体系,降低原材料成本;采取订单生产,降低库存量、减少资金占用等等。在塑料异型材的生产过程中必不可少的一个环节就是模具的拆装更换,特别是在型材截面品种繁多的情况下,一般的型材生产厂都会有几十套、上百套甚至上千套模具,而挤出设备不可能一一对应,致使生产中模具更换频繁。模具更换需要占用时间,设备用于生产的时间就会减少,生产效率降低。作为挤出模具制造商,应该针对这一新情况,研发挤出模具的快速模具技术。
快速模具技术的概念包括:快速换模、快速牵引、快速清理、快速维护、快速生产等几个方面,是否具有快速模具技术已经成为异型材挤出模具制造企业技术进步的重要标志之一。
塑料异型材挤出生产中的快速换模
所谓快速换模,就是在最短的时间内完成模头与挤出主机的联接或拆卸,以及定型系统与定型台的联接、固定、调整、水气管接头的联接或拆卸等工作,尽可能少的占用有效生产时间。实现快速换模,既要在设备结构设计上予以考虑,更要在模具的结构设计、标准化方面予以改进。
塑料异型材挤出模具换模的工作包括:a模头的安装。这个安装工作包括模头与主机的联接、加热板的安装、加热部件(加热插头、热电耦)的安装。b定型模和水箱在定型台上的安装、固定以及调整。c水管接头、真空管接头的联接、拆卸。
根据塑料异型材挤出模具的特点,天瑞快速模具的思路是:a联接方式不用或少用螺钉联接;b减少模具与设备水气管联接的数量;c采用自动定位方式。在尽可能短的时间内完成在生产型材模具的拆卸以及待生产型材模具的安装加热,减少挤出机的等待时间,提高挤出机的在生产利用率,同时降低操作人员的劳动强度。
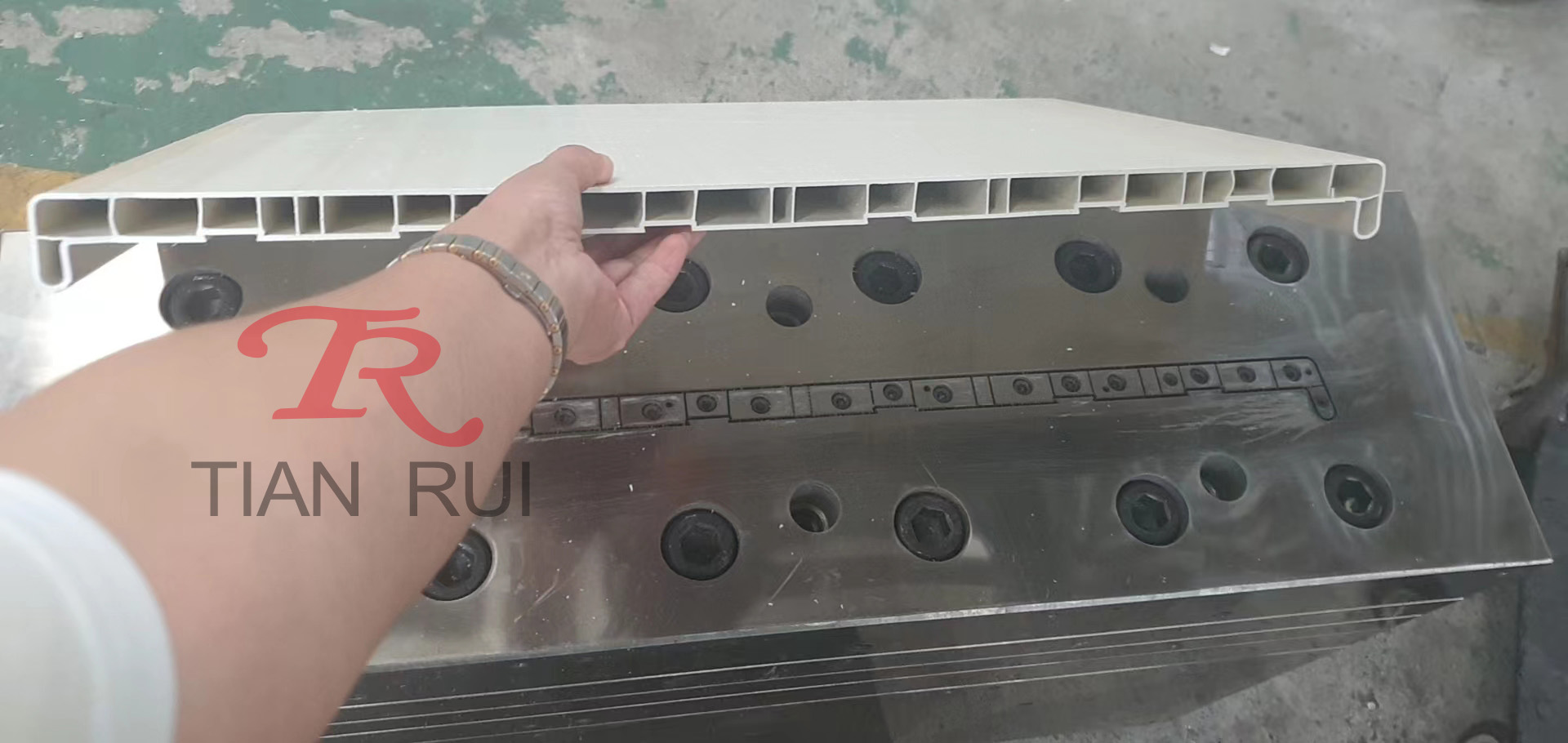
模头的快速更换
挤出模头换模时间是指从在生产模具停止生产到欲生产模具安装完成开始加热的时间,此过程对是否能够快速换模起着至关重要的作用,挤出模头的停机、拆卸、安装一般要经过以下几个步骤:
1.停止加热,加入清洗料准备停机,停水及真空;
2.测温系统,拆加热板;
3.放松口模板紧固螺钉;
4 拆卸法兰紧固螺栓,卸下原生产型材模头;
5.原生产型材模头清料;
6.装待生产型材模头,装法兰联接螺栓,将模头安装到挤出机上;
7.用水平尺找水平,并紧固法兰联接螺栓;
8.装加热板,装测温系统,加热。
以上是挤出模头拆装过程,其中模头与挤出机的联接、调整是关键环节,直接影响着换模时间。挤出模头与挤出机的联接方式有:法兰盘联接、哈夫式联接、铰链式联接等(图1所示),联接方式是由型材生产厂家的挤出机结构所决定的,模头只能去适应。因此,如采取快速的联接方式需要挤出机制造商与模具制造商的沟通配合。
(a)法兰盘联接
(b)哈夫联接
(c)铰链式联接图1 挤出模头与挤出机的联接,冷却定型系统的快速更换 .
塑料异型材挤出模具冷却定型系统的换模,可以利用挤出模头加热的时间进行。因此,理论上讲对提高挤出机的有效生产时间没有贡献。但天瑞冷却定型系统的快速换模技术可以减少模具的拆装时间,简化操作,降低操作人员的劳动强度,提高劳动生产率。
一般情况下,挤出模具冷却定型系统的拆卸及安装要经过以下几个步骤:
Open cooling setting system pipes, tube fittings
a.拆开冷却定型系统水管、真空管接头;
b.拆卸定型系统各部分之间以及与定型台的紧固螺钉;
c.将定型系统吊离定型台,将待生产用定型系统吊到定型台上;
d.将干定型模入口面与模头出口面调整到平行位置;
e.定型系统与挤出中心调整定位,紧固定型系统各部分之间以及与定型台的紧固螺钉;
f.接定型系统的进出水管、抽气管,完成整个定型系统的安装。
以上是一个较为完整的定型系统拆装的程序,其中定型系统的调整紧固以及水气管接头的联接是关键环节,决定了定型系统的换模时间。
1.调整紧固
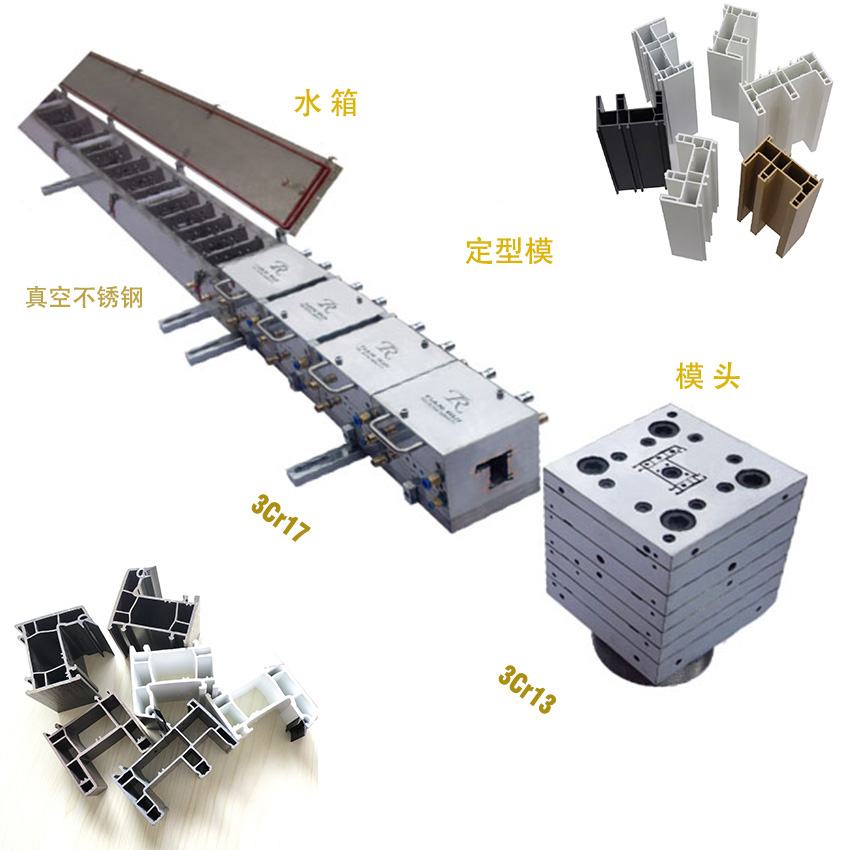
定型系统在定型台上的调整,包括挤出中心的一致性调整、定型模入口面与口模出口面的平行度的调整两个方面。定型系统的底板是整底板的,在模具制造过程已经完成了挤出中心的调整工作,无需此过程。既有干定型又有湿定型的定型系统,存在干湿定型挤出中心的对中问题,可通过安装在定型底板上的自动定位机构实现挤出中心的自动对中,而无需人工调整(图2所示)。
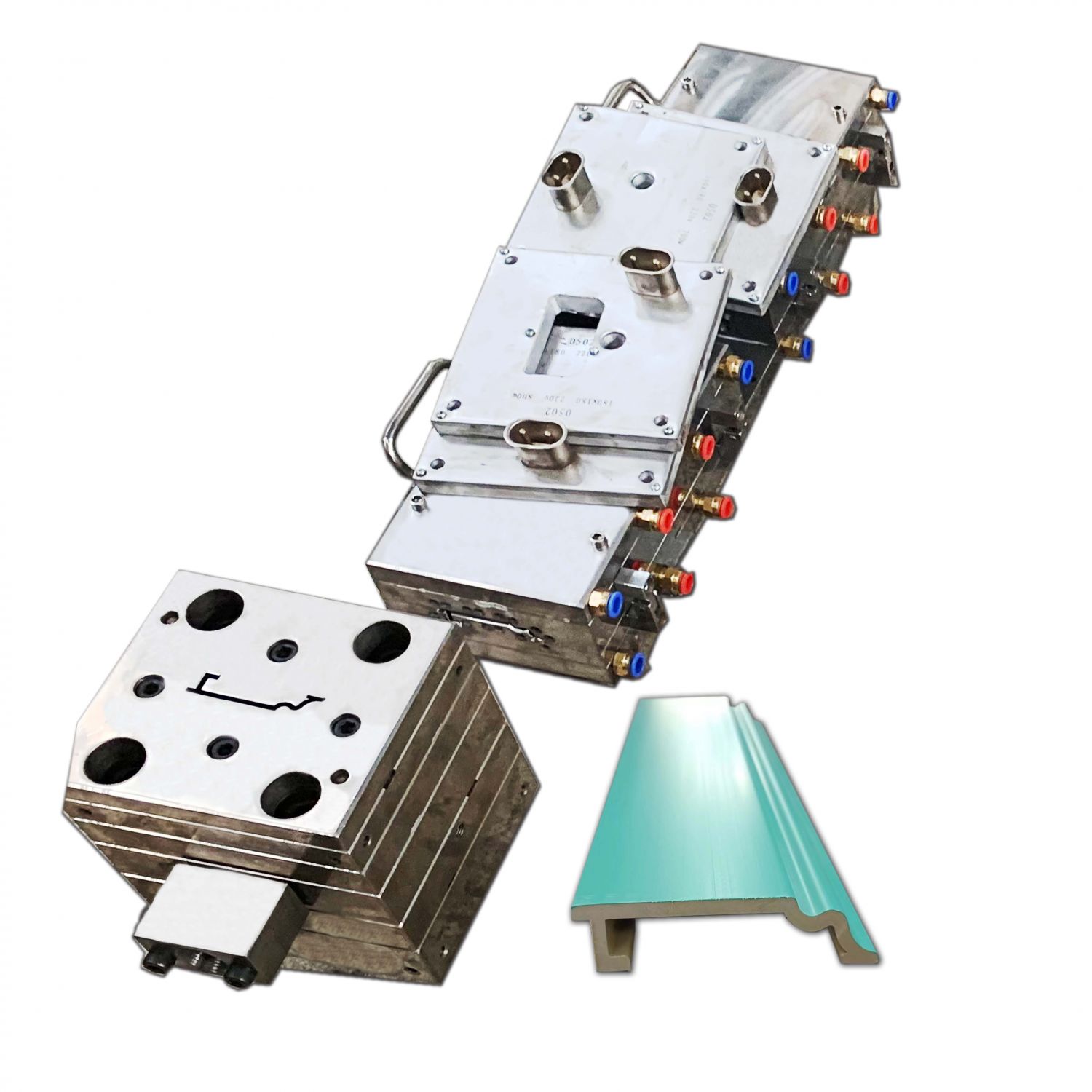
图2 定型模与水箱的自动对中 塑料异型材生产是一种连续性生产,且是真空吸附摩擦定型。型坯在模具型腔中在真空吸附作用下与模具型腔紧密贴合,通过牵引机的牵引作用克服真空吸附所造成的摩擦力来实现连续生产。这就要求定型系统要紧固于挤出机定型台上,以防由于牵引作用使定型系统在定型台上纵向移动。定型系统的紧固有两个层面的目的:一是定型系统与定型台的紧固,另一个是定型系统之间的紧固联接(这里指具有干湿定型模的结构)。要实现快速换模,必须减少螺钉的紧固联接结构,或以卡座或压板的联接形式取而代之(图3所示)。定型系统之间的紧固联接可采用搭扣或插销结构,不用螺钉联接(图4所示)。
图3 定型模与定型台的非螺钉联接
图4 定型模与水箱的紧固联接 2、水气管接头联接
天瑞定型系统上的水气管接头通常采用快换接头的形式,因此,减少管接头的数量是缩短水气管联接时间的关键。集中供水及集中抽真空是实现水气管接头快速拆装的基础。所谓集中供水就是每一节干定型模由一个水管供水或者整个干定型模由一个水管供水。由于干定型模的冷却水孔较多,要使每一个水孔中冷却水均匀流动,集中供水管的供水压力必须足够大,使每一个冷却水孔水流量一样、均匀冷却。而集中抽真空就是每一节干定型模只使用一个抽真空管,通常用内径为Ф30~Ф50mm的塑胶管与真空泵直接连接,一方面减少抽真空管接头的连接,另一方面还可减少真空度损失,保证干定型模所需的真空度。
应该指出的是,异型材挤出模具上的集中供水及集中抽真空,是建立在挤出设备配合的基础上的,需要挤出机制造商与模具制造商的相互配合,缺一不可。
塑料异型材挤出型材的快速牵引
确切地讲,应该是在最短的时间内生产出合格的制品并达到稳定生产,这对于提高型材的成品率起着重要的作用。
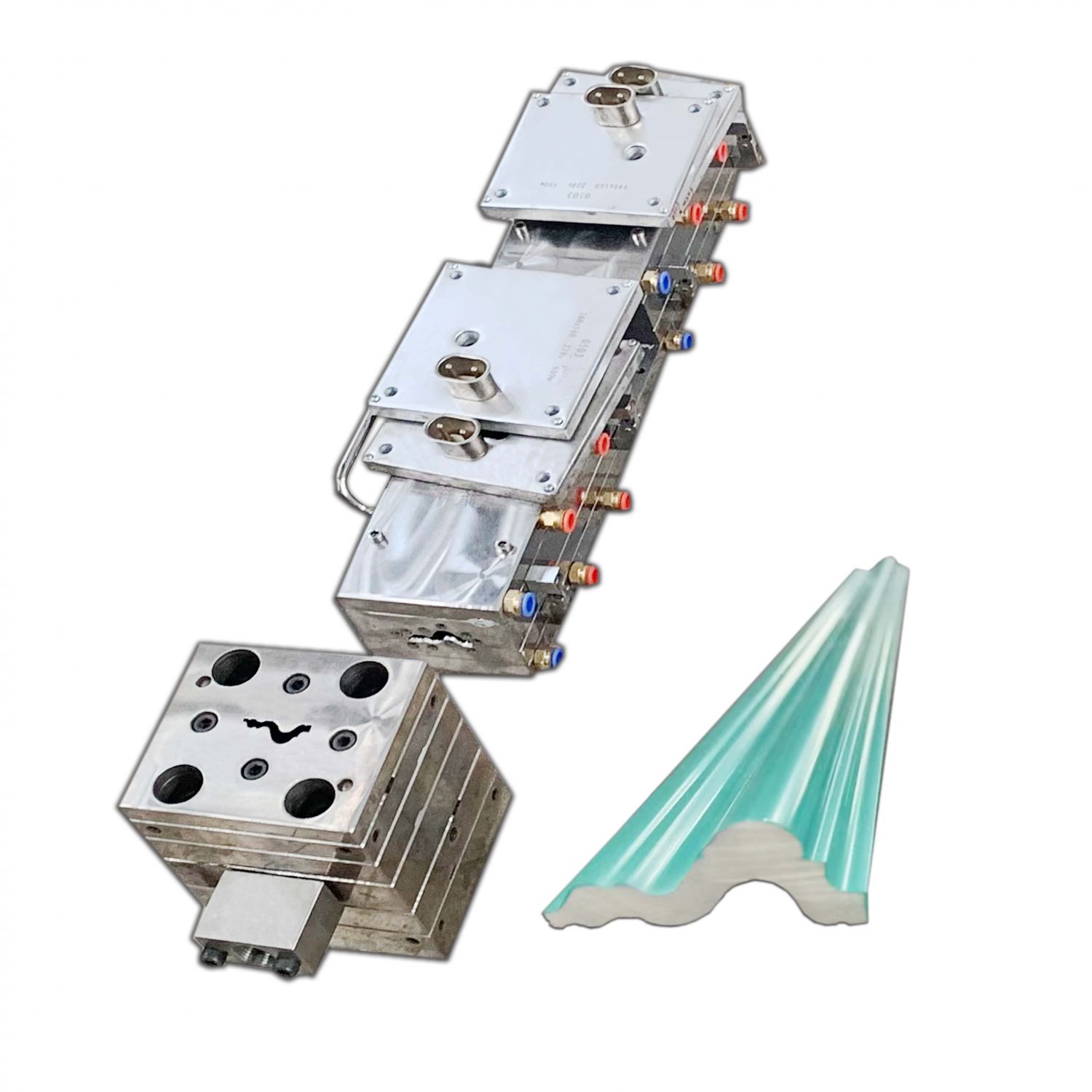
一般情况下,当型材开始牵引时(指空腔体型材),在自由状态下或人为状态下,型材的内外部空气是隔绝的。这种状态无法抽真空成型。天瑞通常的做法是在型材刚出口模时扎孔贯通,以保证型材在定型模真空吸附的作用下与定型模型腔面紧密贴合,达到冷却定型的目的。如果在牵引的初期向型材内部通入压缩空气,就可以迫使型材较快地与型腔面贴合,从而提高型材成型的速度,提高成品率。这就需要在模具的型芯零件上设计通气孔(图5所示),方便通入压缩空气。
此外,天瑞定型模与口模的快速对中以及牵引时方便灵活的操作(人性化的设计)等均有利于减少型材达到稳定生产的时间,提高型材牵引的效率。
图5 型芯上的通气孔设计
塑料异型材挤出模具的快速维护
(包括快速清理)
所谓挤出模具的快速维护或快速清理,是指生产后在最短的时间内完成对模具的清理维护工作,以便下次生产时使用。
口模的清理主要集中在生产后的清料及维护保养方面,要求模头的每一块模板可以很容易地分离,同时保证重复定位的精度。天瑞在型腔流道设计时,天瑞考虑料流的稳定性和出料的均匀性,也要考虑清料的方便性,同时还应注意操作过程中磕碰划伤的可能性等(如模板周边加工2×45°的倒角)。
定型模的清理主要包括型腔表面、冷却水道、真空气道三个方面。型腔表面通常用1000目左右的金相砂纸对表面抛光处理,清除型腔表面的水渍及可能存在的细小划伤等。由于冷却水中存在杂质,生产过程中会在冷却水孔中沉积附着,使水流渐渐不畅,影响冷却效率,因此有必要对水孔进行定期清理。天瑞在设计时要避免清理的死角。由于在型材配方中有石腊等添加剂,成型时在真空吸附的作用下会有少量析出,时间一长这些析出物会堵塞真空孔。因此,在生产一段时间后也要对真空槽、孔进行清理,同样也应避免真空槽孔死角的存在,提高清理的效率。
另外一个值得注意的问题是,当型材牵引过程中发生卡模时,应能快速地将被卡住的型材取出,快速对定型模及水箱进行清理,以最短的时间重新进入正常生产。
塑料异型材的快速挤出
在确保型材质量要求的前提下,高速连续生产是每个厂家都希望的,但快速生产是一个系统的问题,涉及到原材料配方、挤出机的有效挤出量、模头型腔流道的设计、定型模及水箱的设计、定型设备的冷却及抽真空能力等各个方面。其中定型系统(定型模、真空水箱)高效的定型冷却能力是关键因素之一。首先要保证良好的真空吸附能力,只有保证型坯与定型模良好接触,才能极大地发挥定型模的冷却效率。另外水箱的真空定型作用及冷却对实现快速生产也尤为重要,模具制造商应该把水箱技术作为重点加以研究。快速生产的实现可以极大地发挥挤出设备的产能,提高单位时间的生产效率。
结束语
快速模具技术可以减轻操作工人的劳动强度,提高挤出机的有效生产时间,提高挤出机单位时间产量。天瑞主要包括以下几个方面:
1.换模工作尽可能放在机下进行,减少机上操作的时间;
2.定型系统在定型台上的紧固以及系统各部分之间采用非螺钉联接结构;
3.采用集中供水结构及集中抽真空结构,减少水气管接头的数量,简化水气管接头的连接;
4.结构设计尽量合理,以利于模具的快速清理;
5.改进模具的方案设计,适合客户的配方及设备。
Pre:PVC木塑挤出技术
 |
电话: | 139-0723-8875 |
 |
邮箱: | tr@chinawpcmould.com |
 |
传真: | 0714-3089399 |
 |
Skype: | tr1369999 |
 |
地址: | 黄石市黄石港区麻纺村12号 |
 邮箱:
邮箱: